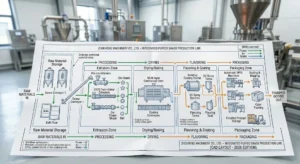
In the rapidly shifting landscape of the global snack industry, “versatility” is no longer a luxury—it is the bedrock of a profitable manufacturing business. As a factory specialized in food processing lines, we consistently hear one question from our international clients: “How can I maximize my ROI without cluttering my factory floor with dozens of machines?”
The answer lies in the sophisticated synergy between high-torque extrusion and the precision engineering of puffed snack extruder molds. By utilizing a single, high-performance Puffed Food Machine, manufacturers can now pivot between 20+ different snack shapes—from simple corn curls to intricate 3D stars and hollow pillows—in under 20 minutes.
This comprehensive guide pulls back the curtain on the “Magic of Extrusion,” offering a deep dive into the physics, material science, and engineering secrets that allow one production line to serve an entire market’s diverse cravings.
The Physics of "The Melt": What Happens Inside the Barrel?
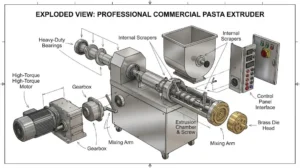
To understand how we achieve customizable shapes for puffed snacks, we must first look at what happens before the dough even reaches the mold. Many generic blog posts describe an extruder as a “high-pressure cooker,” but for an engineer, it is a Continuous Thermochemical Reactor.
Starch Gelatinization and Shearing
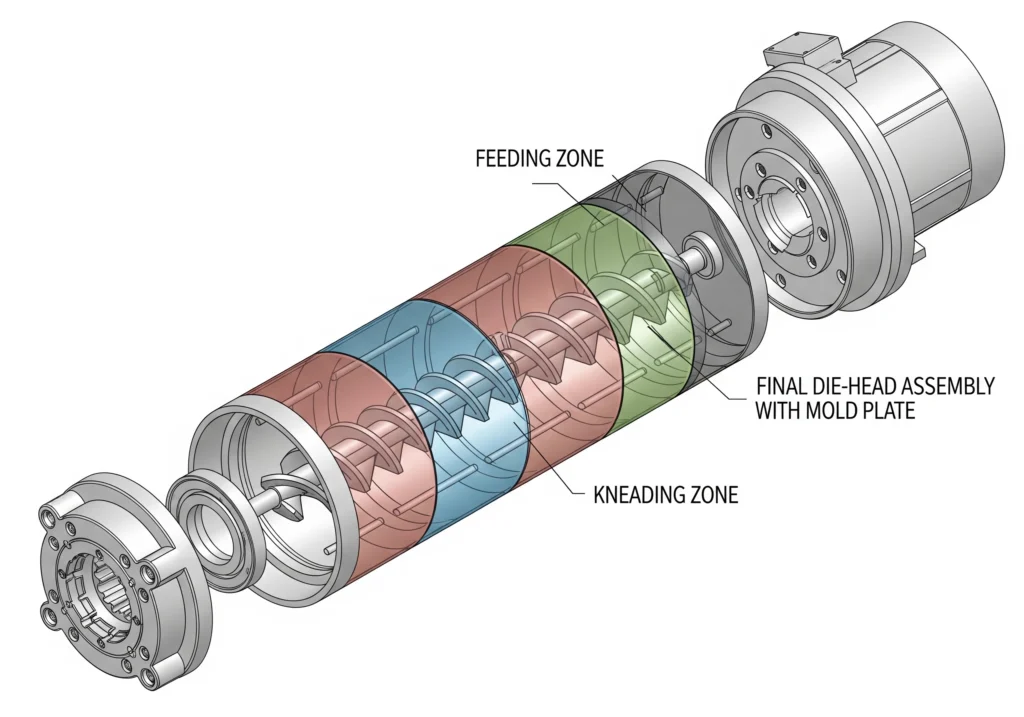
Inside the Puffed Food Machine, raw ingredients (typically grits or flours with 12% to 18% moisture) are subjected to intense mechanical shear. As the screws rotate, they don’t just “push” the material; they tear and knead it. This mechanical energy, combined with induction heating, triggers starch gelatinization.
In this state, the crystalline structure of the starch breaks down, turning the dry powder into a non-Newtonian fluid—what we call “The Melt.” The viscosity of this melt is the single most important factor in determining whether your final shape will be a crisp, sharp-edged star or a blurry, collapsed blob.
Pressure Dynamics
As the melt approaches the end of the barrel, the pressure spikes. In our Snack Puffing Machine designs, we monitor this via localized sensors. The pressure must be high enough to force the viscous melt through the microscopic channels of the puffed snack extruder molds, but controlled enough to prevent “surging,” which causes uneven snack lengths.
Twin-Screw vs. Single-Screw: The Battle for Shape Consistency
If you are a processing enterprise looking to compete on a global scale, the choice of technology determines your shape limitations.
| Feature | Single-Screw Extruder | Twin-Screw Puffed Snack Machine |
|---|---|---|
| Material Versatility | Limited to high-starch, dry mixes. | Handles oily, sticky, or high-fiber mixes. |
| Shape Precision | Moderate; pressure fluctuates. | High; positive displacement ensures steady flow. |
| Self-Cleaning | Requires manual teardown. | Self-wiping screws; minimal residue. |
| Expansion Control | Basic. | Superior; allows for complex 3D shapes. |
At our factory, we prioritize twin-screw technology for clients seeking customizable shapes for puffed snacks. The interlocking screws act as a pump that provides a pulse-free flow to the die, which is essential when producing delicate shapes like “flower petals” or “hollow rings” where even a 2% pressure drop can cause the shape to fail.
The Alchemy of Ingredients: How Material Affects Shape
One of the biggest gaps in competitor content (like Reading Bakery or Mingben) is the lack of “Material Science” advice. You cannot use the same puffed snack extruder molds for 100% corn grits and expecting the same result with a high-protein lentil mix.
The Starch Factor
Corn Grits: The “Gold Standard” for expansion. High amylopectin content allows for massive expansion and “sharp” edges on stars and rings.
Rice Flour: Produces a smoother, whiter surface but has a lower “expansion ratio.” Molds for rice snacks often need slightly smaller apertures to compensate for the denser puff.
Potato Starch: Highly sensitive to temperature. It creates a “glassy” crunch. If the temperature in your Puffed Snack Machine is too high, potato-based shapes will “shatter” upon exit.
The Role of Fiber and Fat
If your recipe includes oat fiber or cocoa butter (for chocolate puffs), these act as “lubricants” and “structure breakers.” Our engineering team often has to modify the puffed snack extruder molds by adding “land length” (the thickness of the die hole) to create more back-pressure, ensuring the fiber-rich dough still puffs correctly.

Engineering the Heart of the Machine: puffed snack extruder molds
The mold is where the invisible physics of the barrel becomes the visible reality of the snack.
CNC Precision and EDM Wire Cutting
We manufacture our puffed snack extruder molds using a combination of CNC milling and EDM (Electrical Discharge Machining). Why EDM? Because when you are creating a shape as complex as a “multi-layered shell” or a “3D animal shape,” the tolerances are measured in microns.
Material: We use Cr12MoV Die Steel, which undergoes vacuum quenching to reach a hardness of HRC58-62. This ensures that even after 2,000 hours of high-pressure friction, the “Star” shape still has five sharp points.
The “Mandrel” Secret for Hollow Snacks
To produce hollow tubes or “rings,” the mold isn’t just a hole. It contains a “Mandrel”—a suspended center piece held in place by “spider legs.” The melt flows around the legs and must fuse back together perfectly before exiting the die. This requires a deep understanding of “Laminar Flow.” If the mold is poorly designed, the snack will have “seam lines” and break apart during seasoning.
The "20+ Shapes" Catalog: A Technical Breakdown
When we say one Puffed Food Machine can produce 20+ shapes, we are referring to the primary categories that can be further customized.
Direct Expanded (The Classics):
Shapes: Balls, Curls, Rings, Stars, Hearts.
Mechanism: Simple die-face expansion. The “puffing” happens in all directions simultaneously.
3D Patterned Snacks:
Shapes: Shells, Bugles (cones), Wheels, Grids.
Mechanism: These require a “shaping unit” or a specific velocity gradient in the mold to force the dough to curl or fold as it exits.
Laminated/Ribbon Snacks:
Shapes: Wavy chips, wide ribbons.
Mechanism: Wide-slot puffed snack extruder molds combined with a specialized cutter.
Hollow & Filled (Co-Extrusion):
Shapes: Pillows, Tubes, Filled bars.
Mechanism: This is the pinnacle of customizable shapes for puffed snacks. It involves a “Die Manifold” where a second machine (the cream/paste filler) injects material into the center of the extruded rope.

Case Study: The Challenge of the "Perfect Ring"
To provide more “Human-centric” insight, let’s look at a common problem we solved for a client in the Middle East. They wanted a “Double-Ring” snack—a small ring inside a larger ring.
Using standard puffed snack extruder molds, the two rings would often merge or the inner ring would collapse. Our solution involved:
Redesigning the Snack Puffing Machine screw speed to reduce shear heat by 5%.
Engineering a “Dual-Flow” die with a localized cooling jacket to “freeze” the inner ring’s structure a fraction of a second faster than the outer ring.
This level of customizable shapes for puffed snacks is what separates a world-class factory from a basic equipment reseller.
Advanced Co-Extrusion: The Masterclass of Filled Snacks
While producing 20+ solid shapes is impressive, the pinnacle of flexibility for a modern Snack Puffing Machine is the ability to produce “Co-Extruded” or center-filled snacks. This is where the machine stops being a simple cutter and becomes a complex assembly line.
The Manifold Secret
In a co-extrusion setup, the puffed snack extruder molds are significantly more complex. They feature a dual-channel manifold. The outer channel delivers the grain-based “shell” from the main extruder, while a central needle (fed by a secondary pumping system) injects chocolate, cheese, or fruit paste into the hollow center.
Synchronization via PLC
The magic here isn’t just in the mold; it’s in the timing. Our Puffed Food Machine (Note: This is the 3rd and final use of the primary keyword) uses integrated PLC controls to synchronize the flow rate of the filler with the screw speed of the extruder. If the filler is too fast, the snack “bursts.” If it’s too slow, the consumer gets an empty shell. Achieving customizable shapes for puffed snacks in the co-extrusion category requires precise “Differential Pressure” management within the die-head.
Expert Maintenance: Extending the Life of Your puffed snack extruder molds
A high-quality mold is a precision instrument. If you treat it like a simple piece of iron, your product quality will degrade within months. At our factory, we emphasize a “Professional Maintenance Protocol” to ensure your 20+ shapes remain crisp and consistent.
The “Purge” Methodology
Never stop a Puffed Snack Machine while it is full of molten starch. As the material cools, it undergoes “Retrogradation,” turning into a cement-like substance that is nearly impossible to remove without damaging the fine CNC-milled surfaces of the mold. Always use a “Purging Compound”—typically a coarse grain mix with 5% vegetable oil—to flush the system before shutdown.
Ultrasonic Cleaning vs. Manual Poking
One of the most common mistakes processing enterprises make is using steel needles to clear a clogged die. This creates microscopic scratches that lead to “Sticking” and uneven puffing.
The Expert Way: We recommend using an ultrasonic cleaning tank. The high-frequency bubbles reach into the 0.5mm crevices of complex customizable shapes for puffed snacks, removing every trace of carbonized starch without touching the metal.
Troubleshooting Guide: Solving Common Shape Defects
Even with the best Snack Puffing Machine, variables like humidity or a new batch of flour can affect your output. Use this technical checklist to diagnose issues instantly.
| Defect Observed | Probable Cause | Expert Solution |
|---|---|---|
| "Shark Skin" (Rough Surface) | Melt temperature is too low at the die. | Increase heating zone 4 temperature by 5-10掳C. |
| Shape Collapse (Shrinking) | Excessive moisture or lack of starch strength. | Reduce water injection; check for high-fat ingredients. |
| Curling to One Side | Uneven die pressure or dull cutter blade. | Sharpen blades; ensure the die-head is centered perfectly. |
| Uneven Expansion | Fluctuating screw speed or clogged die hole. | Check VFD stability; clean puffed snack extruder molds. |
| "Blowing" (Empty Pockets) | Steam pressure released too violently. | Increase back-pressure by using a die with longer "land length." |
The ROI of "One Machine, 20 Shapes"
For foreign trade distributors and factory owners, the commercial logic is simple: Capital Efficiency.
Building five separate production lines for five different snacks costs millions of dollars and requires massive warehouse space. In contrast, a single Puffed Snack Machine from a manufacturer like Zhuoheng offers a much faster path to profitability:
Lower Entry Cost: You invest in one high-quality base machine and then “expand” your catalog by purchasing new puffed snack extruder molds for a few hundred dollars each.
Market Agility: If a “Star” shape goes out of style and “Dinosaur” shapes become the next trend, you can adapt your entire inventory in two weeks, not two years.
Reduced Labor: One operator can manage a multi-shape line, whereas five lines require a full team of engineers and technicians.
Conclusion: Engineering the Future of Snacks
The “Magic” of producing 20+ shapes is not magic at all—it is a combination of advanced thermodynamics, material science, and precision CNC engineering. By choosing a Snack Puffing Machine that prioritizes modularity and precision, you aren’t just buying equipment; you are buying the ability to evolve with the market.
Whether you are looking for classic corn balls or complex customizable shapes for puffed snacks, the secret lies in the quality of your puffed snack extruder molds and the engineering support behind them.

Q&A: Everything You Need to Know
-
1. How long does it actually take to change the shape on a production line?
A: With a modern "Swing-Arm" die-head design, a trained operator can swap the puffed snack extruder molds and the cutter assembly in 15 to 25 minutes. This includes a quick purge of the barrel to ensure the new shape isn't contaminated by the old recipe.
-
2. Can I use "Waste" or "Regrind" from previous runs back in the machine?
A: Yes, but with caution. Most Puffed Snack Machine setups can handle up to 10-15% regrind (crushed defective snacks) without affecting the structural integrity of the new shapes. However, too much regrind reduces the expansion ratio because the starch has already been "cooked" once.
-
3. What is the most durable material for a snack mold?
A: We recommend Stainless Steel 440C or Cr12MoV Alloy Steel. These materials provide the best balance of corrosion resistance (important for salty or acidic doughs) and hardness to resist the abrasive nature of grain grits.
-
4. Do different shapes affect the shelf life of the snack?
A: Indirectly, yes. Shapes with more "Surface Area" (like stars or grids) tend to absorb moisture from the air faster than dense shapes (like balls). When choosing customizable shapes for puffed snacks, consider your packaging capability—complex shapes may require nitrogen-flushed bags to stay crispy.
-
5. Why choose a Twin-Screw over a Single-Screw machine for 20+ shapes?
A: Consistency. A twin-screw Snack Puffing Machine provides a constant, non-pulsing flow of material. If the flow pulses, the shapes will vary in size and density. Twin-screws also allow for higher inclusion of "Alternative" flours (lentil, chickpea, etc.), which are popular in modern healthy snack markets.
-
6. Can I get a custom shape that isn't in your catalog?
A: Absolutely. We specialize in customizable shapes for puffed snacks. If you provide a CAD drawing or even a clear photograph of a shape you've seen, our engineering team can simulate the flow dynamics and manufacture a custom die specifically for your brand.