Навигация по глобальным нормативно-правовым базам - одна из самых капиталоемких задач для современных производителей продуктов питания. При расширении промышленного производства, открытии нового перерабатывающего предприятия или инвестировании в мощную производственную линию соблюдение нормативных требований не может рассматриваться в качестве второстепенной задачи или простой административной бумажной работы. Для специалистов по закупкам, владельцев предприятий, директоров заводов и менеджеров по контролю качества (QA/QC) в Северной Америке, Европе и на мировом рынке приобретение оборудования - это не просто максимизация часовой производительности, тонкая настройка гибкости рецептуры или минимизация энергопотребления, это в первую очередь управление операционными и правовыми рисками.
В документации по промышленным закупкам, запросам котировок (RFQ) и международному таможенному оформлению неизменно доминируют две нормативно-правовые базы: Маркировка CE и HACCP (Hazard Analysis Critical Control Point). Хотя международные покупатели часто объединяют эти термины в анкетах поставщиков, они представляют собой совершенно разные основы промышленного соответствия.
Маркировка CE - это строгий юридический мандат, направленный на обеспечение механической, электрической и операторской безопасности. HACCP, напротив, представляет собой целостную систему управления безопасностью пищевых продуктов в масштабах всего предприятия, предназначенную для выявления, оценки и контроля биологических, химических и физических опасностей в цепочке поставок продуктов питания для человека.
Для предприятие пищевой промышленности Если вы заказываете экструзионную линию на зарубежном заводе, понимание того, как эти стандарты воплощаются в реальных чертежах механической части, выборе металлургии, автоматизированных системах управления и контрольных списках проверки на заводе, имеет жизненно важное значение. Приобретение машины, которая не соответствует этим системам, приводит к дорогостоящей модернизации, нестабильному производству, неудачным аудитам на заводе или, что еще хуже, к отзыву продукции.
В этом исчерпывающем руководстве, подготовленном на основе учебника, подробно описаны все технические характеристики, классификация материалов, логика автоматизации и пакет документации, необходимые для удовлетворения требований инспекторов CE и аудиторов HACCP, что гарантирует безопасность, эффективность и полное соответствие вашим производственным активам для выхода на международный рынок.
CE и HACCP - два разных столпа безопасности
Одно из распространенных заблуждений среди покупателей пищевой промышленности - рассматривать CE и HACCP как аналогичные сертификаты, которые могут быть просто выбиты продавцом на заводской табличке машины. Это принципиально разные системы, направленные на борьбу с разными рисками, однако они сходятся непосредственно на уровне оборудования в ходе ежедневной работы предприятия.
- ✓ Защищает: Человек-оператор
- ✓ Домен: Механические и электрические риски
- ✓ Механизм: Блокировки, кожухи, электронные стопоры
- ✓ Защищает: Человек-потребитель
- ✓ Домен: Биологическая и химическая гигиена
- ✓ Механизм: Санитарная металлургия, CIP
Трек "Соответствие машин требованиям": Маркировка CE
Оборудование с маркировкой CE является документальным подтверждением того, что промышленный объект был разработан, изготовлен и физически испытан в соответствии с жесткими требованиями к безопасности и охране здоровья. Оборудование, поставляемое на рынок Европейского союза до 20 января 2027 года, должно соответствовать известной Директиве по машинному оборудованию 2006/42/EC. По истечении этого срока обновленная Постановление о машинах (ЕС) 2023/1230 полностью заменяет старую систему, вводя более строгие меры контроля в отношении цифровой безопасности, кибербезопасности промышленных систем управления и автоматизированных оценок рисков.
Соответствие стандарту CE включает в себя тщательную физическую защиту, схемы аварийного останова, комплексное электрическое заземление, инструкции по безопасности, локализованные предупреждающие надписи, подробную техническую документацию и официальную подписанную декларацию о соответствии. Его конечная цель - обеспечить физическую безопасность машины для операторов вашего предприятия во время ввода в эксплуатацию, нормального производства, очистки и профилактического обслуживания.
Трек "Безопасность пищевых продуктов": Протоколы HACCP
HACCP - это не один сертификат, прикрепленный к отдельному оборудованию. Согласно определению Управления по контролю за продуктами и лекарствами США (FDA) и всемирного Кодекса Алиментариус, ХАССП - это систематический подход к предотвращению загрязнения в процессе производства. Она оценивает всю экосистему пищевого производства: от входящего сырья, качества воды на предприятии, гигиены сотрудников и борьбы с вредителями до графиков химической очистки, разделения аллергенов, калибровки приборов и полного сохранения данных о процессе. FDA подчеркивает, что системы HACCP должны разрабатываться индивидуально для каждого пищевого предприятия, с учетом особенностей рецептуры, технологии обработки и условий сбыта продукции.
Где сходятся столбы: Машинный интерфейс
При экструзионной обработке пищевых продуктов эти две разные системы пересекаются непосредственно на уровне аппаратного обеспечения. Высококачественный промышленный экструдер должен защищать персонал от вращающихся механических компонентов, высокотемпературных бочек, электрических шкафов и высокоскоростных режущих лезвий (что соответствует требованиям безопасности CE).
Одновременно это же оборудование должно активно поддерживать гигиеническое производство и предотвращать загрязнение продукции (поддержка HACCP). Для этого используются сплавы, одобренные Управлением по контролю качества пищевых продуктов и лекарственных препаратов США (FDA), полированные санитарные швы, абсолютное разделение редукторной смазки и потока продукта, а также высокоточный автоматизированный мониторинг процесса.
Такое структурное сближение особенно важно для предприятий по переработке снеков, работающих в тяжелых условиях. Машина для производства слоеных продуктов как центральное технологическое ядро полной автоматизированной сборочной линии. Типичное производство расширенных закусок представляет собой интенсивную, непрерывную многоступенчатую последовательность:
Если на каком-то участке этой непрерывной линии физическая конструкция оборудования окажется несовершенной, заводу грозит не только нестабильная производительность и частые аварийные остановки, но и серьезные риски микробиологического и физического загрязнения, которые сорвут аудит HACCP в масштабах всего предприятия.
Глубокое погружение: Требования CE для экструзионных систем высокого давления
Промышленные пищевые экструдеры представляют собой очень сложные термодинамические системы. В них сочетаются вращательные силы с высоким крутящим моментом от массивных приводных двигателей, большие тепловые нагрузки от индукционных нагревателей или паровых рубашек, а также интенсивные зоны внутреннего давления внутри технологической бочки. Соответствие международным требованиям безопасности требует четкого механического и электротехнического контроля в четырех основных структурных областях.
Механическая безопасность и физическое сдерживание
Сердце экструдера - это высокопрочные двойные или одинарные шнеки, предназначенные для сжатия, сдвига, смешивания и подачи густых крахмальных или белковых смесей. Если оператор получит доступ к этим внутренним движущимся элементам, когда оборудование находится под напряжением, это приведет к катастрофическим травмам.
Физические барьеры на входе: Загрузочные бункеры и системы подачи сырья должны быть оснащены постоянными или блокируемыми физическими решетками или сетками, предотвращающими доступ человеческих рук к вращающемуся шнеку. Размер отверстий этих сетчатых решеток должен строго соответствовать EN ISO 13857 расчет безопасного расстояния, гарантирующий, что человеческий палец или рука не смогут физически достичь внутренней опасной точки.
Двухканальные блокировочные предохранительные выключатели: Дверцы доступа, крышки ствола и защитные кожухи, закрывающие муфту привода двигателя, клиновые ремни трансмиссии и обрабатывающий ствол, должны быть оснащены бесконтактными, устойчивыми к вскрытию предохранительными блокировочными выключателями, соответствующими требованиям EN ISO 14119. Когда работник открывает панель доступа для очистки или осмотра, цепь безопасности немедленно разрывается, подавая сигнал останова на аппаратном уровне на первичный приводной инвертор.
Логика активного торможения: Поскольку тяжелые промышленные экструзионные шнеки обладают высокой инерцией вращения, простого отключения питания двигателя недостаточно. Системы управления, соответствующие требованиям CE, включают резисторы динамического торможения или модули рекуперативного торможения в VFD (частотно-регулируемый привод) для активной остановки вращения шнека в течение миллисекунд после нарушения блокировки.
Формовочные фрезы и вспомогательные приводы: Высокоскоростные вращающиеся ножи, используемые для нарезки слоеных форм в головке штампа, представляют собой высокую физическую опасность. Узлы ножей должны быть полностью закрыты прочными кожухами из нержавеющей стали. Эти кожухи должны быть оснащены надежными механическими блокировками, которые не позволят запустить двигатель, если кожух полностью не прилегает к раме штамповочной плиты.
Архитектура цепи аварийного останова и безопасности
Кнопки аварийного останова (E-stop) должны быть хорошо заметными, управляемыми ладонью, самофиксирующимися грибовидными кнопками, окрашенными в красный цвет с контрастным желтым фоном.
Топографическое размещение: E-стопы должны быть стратегически расположены на каждом основном посту оператора, возле смесителя материалов, рядом с головкой экструдера, на входе/выходе из сушильных туннелей и возле автоматизированных барабанов с приправами. E-stop должен жестко останавливать все опасные движения на всей интегрированной линии, а не просто выключать экран HMI или приостанавливать программный цикл.
Интеграция реле безопасности: Схема аварийного останова должна взаимодействовать со специальным контрольным реле, сертифицированным по безопасности, или с ПЛК безопасности, работающим по двухканальной архитектуре. Это должно соответствовать категории 3 или 4 в соответствии с EN ISO 13849-1 стандарты, гарантирующие, что отказ одного компонента (например, короткого провода или заваренного контакта реле) не сможет нейтрализовать возможность аварийного отключения.
Электротехническое соответствие и проектирование промышленных шкафов
Предприятия пищевой промышленности - это сложные условия. Они часто подвергаются процедуре мойки водой под высоким давлением, химическими пенящимися моющими средствами, локализованным паром и мелкой органической пылью (например, мукой или кукурузной мукой), которая может создавать взрывоопасную атмосферу.
Стандарты защиты от проникновения: Все электрические корпуса, клеммные распределительные коробки, датчики и человеко-машинные интерфейсы (ЧМИ) должны соответствовать минимальному рейтингу IP65 (пыленепроницаемые и защищенные от водяных струй) или IP69K для зон интенсивной санитарии, где промывка горячей водой под высоким давлением является стандартной практикой.
Электромагнитная совместимость (директива EMC 2014/30/EU): Мощные ЧРП, регулирующие работу первичного двигателя экструдера, генерируют значительный высокочастотный электрический шум. Сертифицированное оборудование должно использовать экранированные кабели питания двигателя, внутренние сетевые/нагрузочные дроссели и специальные фильтры ЭМС. Это позволяет избежать электрических помех для расположенных рядом сенсорных систем, температурных контроллеров или беспроводных сетей предприятия.
Организация шкафа и защитное заземление: Главный электрический шкаф должен быть изготовлен из аккуратной, чистой нержавеющей стали. Внутренние компоненты должны быть систематически расположены на DIN-рейках, четко промаркированы в соответствии с официальной схемой и изолированы от случайного контакта с человеком. В шкафу должна быть предусмотрена специальная защита от короткого замыкания, автоматические выключатели, тепловые реле перегрузки, а также надежная одноточечная медная шина заземления, подключенная к каждому элементу каркаса линии.
Системы тепловой защиты и защиты от давления
Процессы экструзионной варки обычно проходят при температуре внутри от 120 до 180 °C и давлении внутри от 50 до 120 бар (см.$5\text{ МПа}$ на $12\text{ МПа}$), превращая массивный стальной ствол в высокоэнергетический сосуд под давлением.
Механический сброс избыточного давления: Хотя электронные датчики давления обеспечивают первичное программное отключение, по закону требуется чисто механический предохранитель. В стволах экструдеров должны быть установлены калиброванные разрывные мембраны или сверхмощные пружинные клапаны сброса давления. Если во время запуска экструдера расположенная ниже по потоку фильерная пластина оказывается заблокированной нежелатинизированным крахмалом, посторонними предметами или холодным материалом, эти механические устройства обеспечивают безопасный сброс локального давления в сторону от операторских площадок.
Теплоизоляция и ограждение: Все зоны нагретых бочек, паропроводы и трубопроводы с горячим продуктом должны быть полностью обернуты толстыми негорючими изоляционными одеялами из керамики или каменной ваты. Эти одеяла должны быть полностью закрыты вторичным защитным кожухом из нержавеющей стали, обеспечивающим температуру внешней поверхности оборудования ниже 55°C, чтобы исключить риск ожога оператора.
Глубокое погружение: инфраструктура HACCP и проектирование санитарных систем
Промышленное предприятие не может реализовать эффективный план HACCP, если лежащее в его основе производственное оборудование имеет существенные недостатки с точки зрения гигиенического дизайна. При выборе Экструзионное оборудование HACCP Массив, инженерные команды должны оценивать оборудование через призму полного предотвращения загрязнения, возможности очистки и инертности материалов.
| Материал | Нержавеющая сталь SUS304 / SUS316L |
|---|---|
| Свойства |
|
| Технические характеристики отделки поверхности |
|
Металлургия материалов и границы контакта
Любой материал, который непосредственно физически контактирует с сырыми ингредиентами, промежуточными влажными плавками или готовыми закусочными продуктами, должен быть абсолютно инертным, нетоксичным и не впитывающим.
Выбор аустенитной нержавеющей стали: Все критические зоны контакта с пищевыми продуктами, включая лопасти мукомешалки, желоба шнековых транспортеров, загрузочные воронки экструдеров, внутреннюю футеровку бочек, экструзионные шнеки, матрицы, ножи для резки, сетчатые ленты сушилок и барабаны для приправ, должны быть изготовлены из аустенитной нержавеющей стали высшего качества (SUS304 или SUS316L). Эти сплавы содержат высокую концентрацию хрома и никеля, создавая самовосстанавливающийся пассивирующий слой из оксида хрома, который противостоит точечной коррозии и коррозии от органических кислот, солей, влаги, щелочных или кислотных химических дезинфицирующих средств. Для высококоррозионных составов, содержащих повышенное количество солей или кислот, необходимо использовать SUS316L для контактных зон продукта из-за повышенного содержания молибдена.
Параметры шероховатости поверхности ($R_a$): Микроскопический анализ показывает, что стандартная обработанная или прокатанная сталь содержит тысячи мельчайших поверхностных пиков и впадин. Эти микрополости укрывают колонии бактерий от химических дезинфектантов и чистящих растворов. Все поверхности, контактирующие с пищевыми продуктами, должны быть отшлифованы, отполированы или обработаны бисером для достижения шероховатости поверхности ($R_a$) меньше или равно 0,8 микрометра ($\le 0.8\\ \mu\text{m}$). Этот сверхгладкий профиль предотвращает налипание продуктов и позволяет чистящим жидкостям свободно стекать по стали.
Полимерные эластомеры пищевого класса: Все внутренние прокладки, уплотнения вала, уплотнительные кольца и гибкие муфты должны быть изготовлены из непористых, не впитывающих полимеров, таких как Viton, EPDM или PTFE, которые полностью соответствуют требованиям FDA CFR 21 правила. Стандартные черные промышленные резины категорически запрещены, поскольку они склонны к высыханию, растрескиванию, образованию ям и попаданию микроскопических частиц непосредственно в поток проходящего продукта.
Чистота: Реализация протоколов CIP и COP
Машина, которая не может быть тщательно очищена в течение разумного рабочего периода, неизбежно не пройдет аудит безопасности пищевых продуктов, проводимый третьей стороной. Инженеры-конструкторы планируют две различные методики санитарной обработки в зависимости от конкретного участка экструзионной линии.
Механика "чистоты на месте" (CIP): Для непрерывных высокопроизводительных линий по производству снеков ручная разборка каждой секции крайне неэффективна. В современных экструдерах используются автоматизированные каналы подачи жидкости, внутренние распылительные форсунки и специальные дренажные отверстия. Установка может выполнять заранее запрограммированные циклы санитарной обработки: промывка горячей водой, промывка каустическими моющими средствами для удаления белковой и жировой пленки, кислотная промывка для нейтрализации минерального налета и окончательная промывка химическим дезинфицирующим средством непосредственно через технологический цилиндр и фильеру в сборе без необходимости их значительной механической разборки.
Доступность в чистом виде (COP): Для сложных высокоточных компонентов, требующих детального визуального контроля, таких как сложные вставки соэкструзионных фильер, узлы ножей для торцевой резки и сегментированные сдвоенные шнеки, оборудование должно быть рассчитано на быструю разборку без использования инструментов. В современных экструдерах используются конструкции с разъемными стволами или сверхпрочные механические направляющие. Эти системы позволяют обслуживающему персоналу быстро сдвинуть весь тяжелый стальной корпус ствола с неподвижного вала шнека, полностью обнажая внутренние элементы для прямой ручной очистки, промывки и проверки санитарных условий.
Устранение "мертвых зон" гигиены: При проектировании традиционного промышленного оборудования часто используются стандартные нахлесточные соединения, открытые резьбы крепежных деталей, полые трубчатые рамы с открытыми торцами и грубые сварные швы под прямым углом. В пищевом машиностроении это критические дефекты конструкции. Все внутренние углы должны иметь большие радиусные галтели (минимум 3 мм), а конструктивные соединения должны быть непрерывно сварены с использованием автоматизированных технологий газовой дуговой сварки вольфрамовым электродом (GTAW / TIG). После сварки эти соединения должны быть отшлифованы заподлицо и отполированы до совпадения с окружающим гладким материнским металлом, полностью исключая любые щели или “мертвые зоны”, где органический материал может скапливаться, бродить и культивировать микроорганизмы.
Плохой дизайн
Риск загрязнения- Прямые углы удерживают влагу.
- Открытые нити задерживают органические остатки.
Санитарный дизайн
Соответствие требованиям HACCP- 3-миллиметровые филенки обеспечивают сток жидкости.
- Закрытые или исключенные крепежные элементы.
Изоляция приводной передачи и целостность смазки
Классической причиной отказа плохо спроектированного пищевого оборудования является попадание минеральных трансмиссионных масел или смазок для подшипников, работающих под высокой нагрузкой, в поток обработки продукта.
Атмосферная изоляция Воздушные зазоры: Узел главного упорного подшипника и тяжелый понижающий редуктор должны быть физически отделены от зоны первичной загрузки ствола экструдера открытым, самоосушающимся атмосферным воздушным зазором (часто включающим кольцо-стропорез или изолирующий блок). В случае разрушения уплотнения вала высокого давления во время работы смазочное масло вытекает из корпуса машины вниз на видимый поддон для сбора, а не проталкивается горизонтально через вторичные уплотнения в сырую тестовую матрицу.
Обязательные требования к смазочным материалам для пищевых продуктов: Любой вторичный внутренний подшипник, вал режущей головки или приводной механизм конвейера, расположенный непосредственно над или рядом с открытым потоком продукта, должен использовать NSF H1 сертифицированные пищевые смазочные материалы. Эти синтетические масла и смазки абсолютно безвкусны, не имеют запаха и созданы на основе специализированных химических основ, которые безопасны для человека в незначительных количествах (не более $10\text{ ppm}$), удовлетворяющие строгим стандарты безопасности пищевых продуктов производство снеков параметры.
Оперативное согласование: Критические контрольные точки (ККТ) в экструзии
В рамках комплексной системы HACCP на предприятии экструдер редко является пассивным элементом физического транспортного оборудования; почти всегда он назначается в качестве основного. Критическая контрольная точка (ККТ). В частности, высокотемпературная экструзионная бочка под высоким давлением работает как официальный “шаг уничтожения”, на который возложена задача устранения патогенных биологических опасностей (таких как Сальмонелла, Listeria monocytogenes, и кишечная палочка), которые могут присутствовать в сырой сельскохозяйственной муке или крахмале.
Чтобы соответствовать нормативным критериям, перерабатывающие предприятия должны определить и обеспечить соблюдение точных, измеримых Критические пределы ($CLs$). Для типичной рецептуры закусок на основе крахмала критический предел может определять, что материал должен постоянно поддерживать минимальную температуру сердцевины не ниже 105°C ($\ge 105^\circ\text{C}$) с непрерывным минимальным временем пребывания 15 секунд в зоне высокого сдвига в бочке.
Как промышленная автоматизация обеспечивает соблюдение и документирование ПГС
Современное крупносерийное пищевое производство не может полагаться на операторов, которые вручную регистрируют температурные параметры на бумажных скрепках каждый час. Аудиторам требуются непрерывные, защищенные от несанкционированного доступа и поддающиеся проверке потоки данных.
Соответствующий требованиям материал продолжает поступать в обычный производственный поток.
Несоответствующий материал изолируется до сушки, выдержки или упаковки.
Двухэлементные сенсорные решетки PT100: Высокоточные калиброванные термодатчики сопротивления (RTD) встраиваются непосредственно в прочные стальные стенки зон ствола экструдера, выходящие заподлицо с внутренним потоком расплава. Эти датчики непрерывно отслеживают термодинамические данные в режиме реального времени.
Надзор за программируемыми логическими контроллерами (ПЛК): ПЛК автоматизированной системы непрерывно выполняет циклы фонового мониторинга, сверяя сенсорные входы с заданными критическими пределами. Если промышленный нагревательный элемент выходит из строя или неправильный всплеск влажности приводит к падению температуры расплава до 104°C, ПЛК регистрирует отклонение от критического предела.
Автоматические перепускные клапаны: Как только регистрируется отклонение, ПЛК генерирует системный сигнал тревоги и активирует быстродействующий пневматический отводной клапан, расположенный непосредственно на выходе из головки фильеры. Несоответствующий требованиям, потенциально непастеризованный материал мгновенно перенаправляется в емкость для отходов или повторной обработки, предотвращая попадание некачественного продукта на последующее оборудование для сушки, приправы или упаковки.
Криптографически защищенная регистрация данных: Чтобы соответствовать требованиям аудита, архитектура автоматизации сохраняет все параметры обработки (температурные кривые, скорость вращения шнеков, давление в головке и историю аварийных сигналов) в защищенной базе данных. Эти журналы экспортируются в виде немодифицируемых файлов с временными метками, обеспечивая непрерывный аудиторский след для внутренних специалистов по соблюдению нормативных требований и приезжающих инспекторов.
Интеграция рабочего процесса на фабрике: Роль предварительных программ (PRP)
Современный экструдер не может гарантировать безопасность пищевых продуктов, если его поместить в неуправляемую заводскую экосистему. В соответствии с глобальными нормативными документами эксплуатация оборудования должна быть интегрирована в более широкий комплекс Программы предварительных условий ХАССП (PRPs). Эти программы устанавливают экологические и эксплуатационные основы, необходимые для обеспечения безопасности объекта.
Санитарные стандартные операционные процедуры (ССОПы)
К каждой единице промышленного оборудования должно прилагаться четкое пошаговое руководство по очистке, разработанное совместно со специалистами по промышленной химической очистке.
Проверка химической совместимости: Завод должен убедиться, что моющие средства (обычно чередующиеся между щелочными промывками для удаления протеинов и органических масел и кислотными промывками для удаления минерального налета) не вызывают язв, помутнения или коррозии специализированных покрытий компонентов из нержавеющей стали.
Протоколы валидации: Чистота должна проверяться с помощью научных тестов, а не только визуальным осмотром. В современном производстве для подтверждения отсутствия биологических материалов используются биолюминесцентные мазки на основе АТФ (аденозинтрифосфата) или экспресс-тесты на остатки белка, которые берутся непосредственно с критических интерфейсов машин после цикла санитарной обработки.
Профилактическое обслуживание и калибровка приборов
Механический износ может напрямую повлиять на безопасность пищевых продуктов. Изношенный винт может попасть в пищу в виде микрочастиц металла, а некалиброванный датчик температуры может фальсифицировать критически важные данные о шаге приготовления.
Плановые механические ремонты: Износостойкие компоненты - в частности, зоны смешивания с высоким сдвигом на экструзионном шнеке и внутренние футеровки ствола - должны проходить строгий цикл профилактического обслуживания. Лазерные измерительные инструменты отслеживают показатели износа, чтобы гарантировать, что допуски остаются в пределах проектных границ, предотвращая физическое трение металла о металл.
Отслеживаемая калибровка приборов: Все критические сенсорные элементы (датчики PT100, цифровые преобразователи давления, расходомеры) должны калиброваться не реже двух раз в год с использованием приборов, прослеживаемых по национальным стандартам измерений (например, NIST). Калиброванные датчики получают физические метки с защитой от несанкционированного вскрытия, на которых указывается дата поверки и личность технического специалиста.
Реальный пример из практики: Передовое решение для машин по производству слоеных продуктов
Чтобы понять, как эти сложные конструкторские протоколы работают вместе в реальных условиях, давайте рассмотрим конфигурацию современного промышленного производства. При создании комплексной технологической линии для производства стандартных экструдированных снеков центральное технологическое ядро опирается на узкоспециализированный Машина для производства слоеных продуктов. Эта машина служит отличным примером для демонстрации практической интеграции инженерных принципов CE и HACCP.
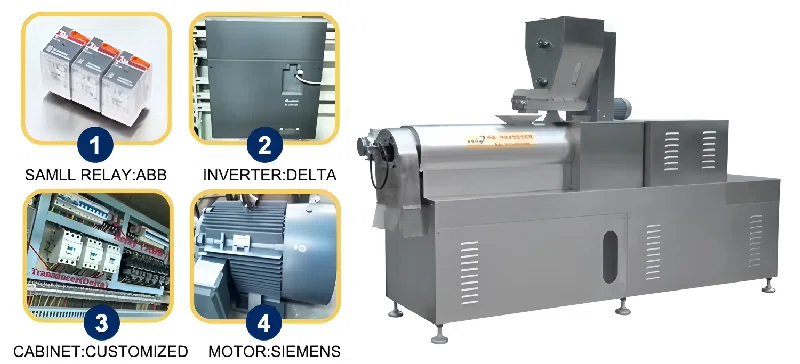
Гигиеническая конфигурация Двухшнековая машина для производства слоеных продуктов, В комплект поставки входят: защитный экран из нержавеющей стали SUS304, мобильная система передвижения бочки для доступа к КС, встроенный шкаф управления с классом защиты IP65 и автоматические пневматические клапаны отвода продукта в головке матрицы.
В этом специфическом производственном процессе инженеры должны обеспечить очень тонкий баланс: обрабатывать сырую кукурузную или рисовую муку под воздействием интенсивной тепловой энергии, чтобы вызвать мгновенное расширение паров (пыхтение) на поверхности матрицы, сохраняя при этом полную безопасность машины и оператора.
Особенности прикладной инженерии CE
Защита высокомоментной трансмиссии: Первичный приводной двигатель передает огромную механическую мощность через усовершенствованный понижающий редуктор. Весь приводной механизм изолирован в сверхпрочном усиленном шкафу из нержавеющей стали, оснащенном двойными защитными блокировками. Если оператор попытается получить доступ к узлу привода во время работы машины, система мгновенно отключится.
Тепловые экраны ствола: Поскольку для достижения оптимальной температуры желатинизации в бочке используются внутренние нагревательные элементы, вся длина системы обработки экранирована двойными вентилируемыми кожухами из нержавеющей стали. Благодаря этому, несмотря на то, что внутренняя температура превышает 140°C, температура внешней поверхности остается абсолютно безопасной для операторов, работающих рядом.
Прикладная ХАССП и особенности санитарной техники
Динамическое управление процессами: Для поддержания высокооднородной клеточной структуры в расширенной заготовке и обеспечения полного этапа биологического уничтожения Машина для надувания снеков используется усовершенствованный многозонный контур температурного контроля. Система автоматически регулирует подачу тепла в четырех независимых сегментах бочки, гарантируя, что сырая рецептура остается в пределах оптимальных параметров пастеризации до выхода из формующей матрицы.
Устранение удерживающих карманов: Держатель штампа и узел режущего ножа имеют гладкую, обтекаемую внутреннюю геометрию. Традиционные режущие ножи, крепящиеся на болтах, заменены встроенной быстрозажимной режущей головкой, которая не оставляет открытых резьб или щелей, где крахмал может скапливаться, бродить или культивировать колонии бактерий.
Быстрая разборка Рельсы-слайдеры: При переходе с одной геометрии закусок на другую или при проведении плановой санитарной обработки этот современный Автомат для приготовления слоеных закусок опирается на прочную механическую направляющую. Операторы могут отсоединить тяжелые замки ствола и плавно сдвинуть корпус главного ствола назад по прецизионным направляющим, обнажая сдвоенные блокирующие экструзионные шнеки для быстрой, тщательной очистки и непосредственного осмотра.
Основные требования CE, которые покупатели должны проверить перед заказом
Прежде чем вкладывать капитал в заказ оборудования за рубежом, международные покупатели должны заранее проверить конкретные технические конфигурации конструкции на этапах подготовки предложений и инженерного анализа.
Интеграция машинного пространства
Покупатели должны четко определить точную границу ответственности поставщика за безопасность. Поставляет ли поставщик один отдельный экструдер или полностью интегрированную производственную линию? Если линия включает в себя мукосмеситель, шнековые транспортеры для сырья, двухшнековый экструдер, высокоскоростную формующую фрезу, автоматизированный многопроходный сушильный туннель, вращающийся барабан для приправ и интегрированный охлаждающий конвейер, файл безопасности CE, оценки рисков и декларация соответствия должны охватывать полная взаимосвязанная система, а не только отдельную модель экструдера.
Настройка напряжения и стандарты электротехники
Параметры промышленных электросетей существенно различаются в разных регионах (например, $460\text{V}$, $60\text{Hz}$ трехфазный в Северной Америке по сравнению с трехфазным. $400\text{V}$, $50\text{Hz}$ в Европейском Союзе).
Проверка компонентов: Поставщик должен настроить все внутренние электрические компоненты, включая первичные приводные двигатели, катушки индукционного нагрева, внутренние контакторы, ЧРП и автоматические выключатели, чтобы они точно соответствовали напряжению и частоте на объекте покупателя.
Адаптация к окружающей среде: Конструкция шкафа управления должна быть разработана с учетом тепловых нагрузок, запыленности окружающей среды и высокой влажности, характерных для предприятий пищевой промышленности, и при необходимости включать в себя соответствующие теплоотводящие радиаторы или кондиционеры замкнутого цикла.
Механические ограждения и точки доступа без инструментов
Покупатели должны потребовать подробные чертежи механической схемы и фотографии высокого разрешения, показывающие конструкцию всех физических защитных устройств. К ключевым областям, требующим проверки, относятся загрузочная горловина входного бункера, приводные валы мотор-редуктора, режущие головки, дверцы доступа к сушилке и опорные ролики барабана приправы.
Там, где операторам приходится часто открывать панели для санитарной обработки или регулировки, поставщик должен использовать сверхмощные, блокируемые защитные выключатели, которые автоматически переводят машину в безопасное состояние с нулевым энергопотреблением при доступе.
Всеобъемлющие многоязычные руководства и предупреждающая типографика
К промышленной линии премиум-класса, отвечающей всем требованиям, должно прилагаться полное, профессионально переведенное руководство пользователя на основной рабочий язык оператора. Это руководство не может быть общим одностраничным обзором; в нем должны быть подробно описаны точные процедуры установки, первоначального ввода в эксплуатацию, ежедневного запуска, аварийного отключения, замены продукта, химической очистки, профилактического обслуживания и долгосрочного устранения неисправностей. Возле всех высоковольтных панелей, вращающихся механических элементов и высокотемпературных тепловых зон должны быть постоянно приклепаны предупреждающие этикетки, соответствующие требованиям ISO.
Приемо-сдаточные испытания перед отгрузкой (FAT)
Контракт на закупку должен включать обязательный официальный пункт о проведении заводских приемочных испытаний (FAT). Прежде чем оборудование будет упаковано в транспортные контейнеры, поставщик должен собрать всю линию на своем заводе и провести механические испытания в реальном времени.
Покупатели должны попросить, чтобы эти испытания проводились с использованием сырья, соответствующего их реальным производственным рецептам. Это позволяет напрямую проверить потребляемый ток двигателя, стабильность независимых зон нагрева, быстроту реагирования сетей аварийного отключения, скорость срабатывания автоматических отводных клапанов и показатели конечного продукта (такие как скорость расширения слоеного теста, структурная влажность и точность резки) до того, как оборудование покинет заводской цех.
Основные требования к оборудованию, связанному с HACCP, которые должны проверить покупатели
При оценке системы экструзии пищевых продуктов с точки зрения профессионального аудитора по безопасности пищевых продуктов покупатели должны проверять конкретные механические параметры, которые непосредственно влияют на гигиеническую чистоту предприятия.
| Область аудита | Критическая спецификация | Метод проверки |
|---|---|---|
| 1Контактная металлургия | Нержавеющая сталь SUS304 / SUS316L | Набор для тестирования материалов / XRF |
| 2Полировка поверхности | Ra ≤ 0,8 микрометров | Цифровой профилометр |
| 3Сварные соединения | Непрерывная TIG, зачистка заподлицо | Визуальный осмотр / окрашивание |
| 4Уплотнительные прокладки | Соответствующий требованиям FDA витон / EPDM / PTFE | Обзор документации |
| 5Зоны смазки | Смазочные материалы для пищевых продуктов NSF H1 | Проверка сертификата |
Полная проверка металлургии контакта продукта с поверхностью
Покупатели должны требовать от производителя предоставления документа с подробным описанием материалов по каждому компоненту. Каждая деталь из стали, которая соприкасается с сырыми ингредиентами или готовыми закусочными продуктами, должна быть подтверждена как пищевая нержавеющая сталь.
Поставщик должен указать, где используется SUS304, а где - SUS316L высшего качества. Кроме того, покупатели должны убедиться, что внутренние структурные рамы, опорные стойки и бесконтактные панели имеют чистую отделку, чтобы предотвратить отслаивание краски или отслаивание оцинковки, создающее риск физического загрязнения над открытыми конвейерными путями.
Реалистичные методики очистки и сроки демонтажа
Покупатели должны уточнить точные и реалистичные протоколы очистки, необходимые для каждого участка экструзионной линии. Если двухшнековый экструдер не оснащен полной автоматизированной системой CIP, поставщик должен продемонстрировать точную процедуру COP (Clean-Out-of-Place).
Оценка разбивки: Сколько болтов необходимо открутить, чтобы снять головку матрицы?
Механические приспособления: Предусмотрены ли в линии встроенные крановые стрелы или подвижные направляющие для поддержки тяжелых матриц и винтовых сегментов во время демонтажа?
Время простоя в работе: Какое общее расчетное время требуется двум операторам для выполнения полного цикла демонтажа и мойки, безопасного для аллергенов?
Понимание этих показателей позволяет избежать непредвиденных заминок на производстве.
Структурная ликвидация очагов стагнации
Тщательный анализ внутренней планировки оборудования должен подтвердить полное отсутствие физических "мертвых зон". Желоба для подачи продукта, внутренние углы бункеров, плиты пола сушильных туннелей и форсунки для впрыска приправы не должны иметь острых 90-градусных изгибов или перекрывающихся стыков листового металла. Если крахмал или белки скапливаются в неочищенных углах, они быстро ферментируются, в них развиваются споры плесени, образуются неприятные запахи и загрязняют чистые потоки продуктов, проходящие через линию.
Высокоточный мониторинг процессов и калибровочные маршруты
Поскольку конкретные параметры экструзии (например, температура в зоне бочки, скорость подачи воды и скорость воздуха в сушильном туннеле) имеют решающее значение для обеспечения безопасности и стабильности биологических продуктов питания, платформа автоматизации машины должна быть надежной и прочной.
Покупатель должен убедиться в том, что система управления поддерживает четкие цифровые дисплеи параметров, автоматическую регистрацию аварийных сигналов, выходящих за пределы допустимых значений, и функции безопасного экспорта данных. Кроме того, поставщик должен предоставить четкий график калибровки с подробным описанием того, как и когда группа контроля качества предприятия должна проверять точность внутренних датчиков с помощью прослеживаемых эталонных приборов.
Сравнительная матрица соответствия для команд по закупкам
При оценке потенциальных поставщиков производственного оборудования или при рассмотрении поступившего RFQ менеджеры по закупкам могут использовать эту техническую матрицу для быстрой проверки соответствия оборудования основным параметрам промышленной безопасности и гигиены.
| Инженерная область | Несоответствующий / недорогой стандарт | Промышленный стандарт соответствия CE | Стандарт высокого уровня соответствия HACCP |
|---|---|---|---|
| Первичная структурная металлургия | Окрашенная углеродистая сталь или низкосортная нержавеющая сталь серии 200 | Стандартная нержавеющая сталь (без проверки шероховатости поверхности) | Премиальная нержавеющая сталь SUS304 или SUS316L с проверенной $R_a \le 0.8\\ \mu\text{m}$ |
| Выполнение сварочных и соединительных работ | Точечные сварные швы, нахлесточные соединения, гладкие прокладки/герметики | Непрерывные структурные сварные швы (неполированные внутренние профили) | Непрерывные сварные швы TIG, отшлифованные заподлицо, внутренний радиус не менее 3 мм. |
| Изоляция приводных валов и подшипников | Только внутренние уплотнения; прямой путь от редуктора к пищевой камере | Механические манжетные уплотнения с внешними структурными защитами | Атмосферный изоляционный воздушный зазор с кольцом-рассекателем; обязательные пищевые смазочные материалы NSF H1 |
| Изготовление электрических шкафов | Окрашенный листовой металл, вентиляторы с классом защиты IP54 | Корпус из нержавеющей стали IP65 или IP69K, ЭМС-экранированные кабели VFD | Водонепроницаемый корпус IP69K, наклонная верхняя часть для предотвращения скопления воды во время промывки |
| Архитектура защиты машин | Фиксированные решетки на болтах, для снятия которых требуются ручные инструменты | Панели доступа без инструментов с двухканальными бесконтактными блокировками безопасности | Сблокированные защитные элементы с санитарными стойками с открытой рамой для предотвращения попадания влаги |
| Контроль процессов и целостность данных | Ручные аналоговые датчики, без централизованного сбора данных | Цифровой контроллер ПЛК с базовыми сенсорными экранами HMI | Архитектура ПЛК с автоматизированным отслеживанием ПГС, безопасной зашифрованной регистрацией данных |
Контрольный список технических проектов: От запроса предложений до прохождения аудита
Чтобы ваше следующее приобретение оборудования удовлетворило полевых инспекторов и соответствовало мировым стандартам безопасности, выполните этот процесс технического проектирования во время цикла закупок.
Определите технические требования до составления сметы
- Мандат Металлургия SUS304/316L.
- Определите Ra ≤ 0,8 микрометра требования к шероховатости поверхности.
Проверка архитектуры безопасности и управления до начала производства
- Карта Пути автоматизации ПЛК для отслеживания CCP и безопасной регистрации данных.
- Проверьте Установка двухканальной блокировки и динамика сброса давления.
Подтвердите производительность машины перед отправкой
- Проверка шероховатости поверхности с помощью цифровые профилометры.
- Проверьте все аварийные остановки, блокировки границ и скорости перепускных клапанов.
Архивирование доказательств соответствия нормативным требованиям для обеспечения готовности к аудиту
- Выполнить полный Валидация мазка ATP после циклов испытаний "чистый на месте" (CIP).
- Архив формальный Декларация соответствия CE и документы по калибровке датчиков.
Оценка поставщиков: Партнерство с надежным производителем
Надежный производитель экструзионного оборудования для пищевой промышленности должны выступать в качестве опытного технического партнера, а не пассивного поставщика оборудования. Если поставщик оборудования сразу называет фиксированную цену, не запрашивая исчерпывающую информацию о спецификациях сырья, профилях влажности, размерах производственных площадей, напряжении в региональной сети, целевых параметрах чистоты и региональном давлении аудита, он предлагает типовое, неоптимизированное решение.
Различные области применения экструзии - будь то производство хрустящих слоеных кукурузных хлопьев, многозерновых хлопьев для завтрака, текстурированных растительных белков (TVP) с высоким содержанием влаги, специализированных кормов для водных животных или макаронных изделий точной формы - требуют совершенно уникальных механических конфигураций. Высококвалифицированный производитель должен быть полностью готов предоставить четкие, основанные на данных объяснения относительно:
Точная конфигурация внутреннего шнека (соотношение сдвига и транспортировки), оптимизированная под профиль крахмала или белка вашего сырьевого ингредиента.
Математика, используемая для расчета комплексной производительности линии сушки и времени транспортировки для обеспечения стабильного, непрерывного равновесия продукта.
Точные, документально подтвержденные марки металла, используемые для каждого отдельного болта, втулки и вала, взаимодействующего с пищей.
Наглядные инженерные схемы, показывающие, как именно смазочные материалы механически изолированы от камеры обработки.
Точные допуски датчиков, категории блокировки безопасности и возможности регистрации данных, встроенные в центральную консоль управления.
Настаивая на таком высоком уровне технической прозрачности при первоначальном отборе поставщиков, международные покупатели могут с уверенностью отсеять поставщиков низкого уровня и получить высокопроизводительные производственные активы, которые обеспечивают долгосрочную безопасность пищевых продуктов, защиту сотрудников и беспрепятственный международный аудит предприятий.
Распространенные ошибки при покупке оборудования для экструзии пищевых продуктов для соблюдения требований
Ошибка 1: Отношение к HACCP как к сертификату машины
Отдельное оборудование не может иметь официального “сертификата ХАССП”. HACCP - это оперативный протокол, действующий в масштабах всего предприятия. Хотя поставщик может продать вам оборудование с исключительными гигиеническими характеристиками (такими как полированная сталь SUS304, отсутствие мертвых зон и готовность к CIP), оно служит лишь инструментом. Операционная команда вашего предприятия должна разработать, утвердить и реализовать полный план ХАССП, охватывающий санитарную обработку окружающей среды, отслеживание работников и обработку сырых ингредиентов.
Ошибка 2: Ограничение осмотра только сердечником экструдера
Многие команды, занимающиеся закупками, сосредотачиваются исключительно на основном узле экструдера и шнеке, полностью игнорируя вспомогательное оборудование, расположенное выше и ниже по течению. При непрерывной промышленной переработке физическое или микробиологическое загрязнение с одинаковой вероятностью может произойти в неполированном смесителе сырой муки, в открытом вертикальном ковшовом элеваторе, в глубоком неочищенном полу многопроходной конвейерной сушилки или внутри негерметичной рамы барабана с приправами. Вся интегрированная линия должна проверяться с одинаковой тщательностью.
Ошибка 3: недооценка сроков автоматической санитарной обработки
Промышленная экструзионная линия, для демонтажа которой требуются сложные ручные инструменты и часы ручного физического труда для проведения базовой санитарной обработки, снизит эффективность работы вашего предприятия. Чрезмерная сложность очистки приводит к длительным простоям, завышенным затратам на рабочую силу и повышенному риску того, что персонал по очистке пропустит критически важные внутренние поверхности, что приведет к катастрофическому размножению бактерий. Покупатели должны всегда требовать наличия быстрозажимных механизмов, раздвижных опорных рельсов и четкой документации COP/CIP перед окончательным подписанием проекта.
Ошибка 4: Приобретение недорогих, типовых электрических систем
Попытка снизить первоначальные затраты на приобретение оборудования за счет выбора небрендированных, типовых электрических компонентов или базовых аналоговых панелей управления - дорогостоящая долгосрочная ошибка. Низкокачественные ЧРП и неэкранированные линии приводят к частым электрическим неисправностям, перегоранию компонентов при больших пусковых нагрузках и нестабильному нагреву бочек. При экструзионной варке нестабильное регулирование температуры напрямую влияет на показатели валидации шагов, что приводит к выпуску партий непастеризованного продукта, который должен быть полностью забракован службами контроля качества.
Ошибка 5: пропуск предотгрузочных испытаний продукции с учетом специфики материала
Приемка зарубежного оборудования на основе чисто сухого механического запуска (включение двигателей при пустой бочке) влечет за собой значительный операционный риск. Пищевые составы ведут себя крайне сложно в условиях высокой температуры, интенсивного механического сдвига и переменной влажности. Пропуск испытания материала в реальных условиях может привести к тому, что на ваше предприятие поступит машина, которая механически работает, но не может правильно расширить рецептуру, заклинивается в головке фильеры или неравномерно высушивает готовый снек. Всегда настаивайте на проведении официальных испытаний материала во время заводских приемочных испытаний.
Всеобъемлющая область часто задаваемых вопросов
-
1. Является ли сертификация CE юридическим требованием для оборудования для пищевой промышленности, эксплуатируемого за пределами Европы?
A: В то время как маркировка CE является строгим юридическим требованием для любого оборудования, продаваемого или эксплуатируемого в Европейской экономической зоне (ЕЭЗ), она не является прямым юридическим требованием в странах, не входящих в ЕС, таких как США (которые полагаются на правила OSHA и стандарты UL/NFPA). Однако, поскольку стандарты CE настолько полны в отношении механических блокировок, электрического заземления и защиты от давления, многие международные корпоративные покупатели требуют, чтобы CE сертифицированная пищевая машина в спецификациях на закупку как доказательство превосходной механической безопасности и снижения рисков.
-
2. Может ли экструзионная машина получить официальный штамп "Сертификация HACCP"?
A: Нет. Машина сама по себе не может быть "сертифицирована HACCP", поскольку HACCP - это система оперативного управления, применяемая ко всему производству, включая сырье, рабочий персонал, окружающую среду и процессы очистки. Вместо этого производитель приобретает оборудование, построенное с учетом гигиенические характеристики конструкции (например $R_a \le 0.8\ \mu\text{m}$ Поверхности из нержавеющей стали, отсутствие мертвых зон и возможность безразборной мойки), которые позволяют оборудованию успешно пройти аудит HACCP в масштабах предприятия.
-
3. Что произойдет с производственной линией, если температура экструдера опустится ниже критического предела хотя бы на несколько секунд?
A: На полностью автоматизированном производстве, отвечающем всем требованиям, падение температуры ниже критического предела вызывает немедленную автоматизированную реакцию системы безопасности. ПЛК системы фиксирует нарушение CCP, включает визуальную и звуковую сигнализацию и активирует пневматический отводной клапан на выходе из экструдера. Это мгновенно изолирует недообработанный материал от попадания на последующие стадии сушки или упаковки, гарантируя, что в цепочку поставок потребителю никогда не попадет загрязненный продукт.
-
4. Почему стандартные смазочные материалы запрещены в пищевых экструдерах, если подшипники закрыты?
A: Даже самые современные механические уплотнения подвергаются деградации и износу в течение тысяч часов работы при высоком давлении и температуре. Если уплотнение выходит из строя в машине, использующей стандартные промышленные смазочные материалы на нефтяной основе, масло может бесшумно мигрировать прямо в пищевую матрицу, вызывая серьезное химическое загрязнение. Использование пищевых смазочных материалов, сертифицированных по стандарту NSF H1, гарантирует, что если микроутечка произойдет до того, как уплотнение можно будет заменить во время планового технического обслуживания, риск загрязнения останется под контролем.
-
5. Как автоматизированные системы CIP справляются со сложными компонентами экструзии, такими как основные технологические шнеки?
A: Для ежедневной производственной очистки специализированные программы CIP направляют целевые химические промывки, дезинфицирующие промывки под высоким давлением и циклы горячей воды непосредственно по внутренним каналам бочек, в то время как шнеки вращаются на низкой скорости. В результате создается локальная гидравлическая сила скрабирования, которая удаляет сваренный крахмал и органические остатки. Однако для глубокой санитарной обработки или замены продуктов, содержащих аллергены, операторы используют механические направляющие машины, чтобы открыть бочку, обнажив шнеки для полной проверки.
-
6. Какие функции должна включать в себя автоматизированная система управления (PLC) для поддержки ведения учета на объекте?
A: Для проведения расширенного аудита предприятия ПЛК должен включать в себя журналы контроля доступа пользователей, автоматическую регистрацию критических параметров процесса (температуры, давления, скорости подачи) с привязкой ко времени и неизменяемую архитектуру регистрации данных. Система должна позволять персоналу контроля качества беспрепятственно экспортировать неизменяемые файлы производственных данных (например, CSV или защищенные журналы в формате PDF), чтобы предоставить сторонним инспекторам абсолютный аудиторский след, подтверждающий, что все партии продукции успешно выдержали требуемые критические пределы.
-
7. Подходят ли нержавеющие стали 304 и 316 для оборудования для экструзии пищевых продуктов?
A: Да, оба сплава являются отличными аустенитными сплавами, но их применение должно соответствовать конкретным условиям эксплуатации. SUS304 отличается высокой прочностью, легкостью очистки и прекрасно подходит для подавляющего большинства стандартных зон смешивания, экструзии и транспортировки муки на основе зерна. Однако для обработки рецептур, содержащих высокоагрессивные ингредиенты, повышенное содержание натрия или сильнокислотные добавки, следует использовать SUS316L для компонентов, непосредственно контактирующих с пищевыми продуктами, благодаря более высокому содержанию молибдена и повышенной устойчивости к локальному точечному разрушению.
-
8. Устраняет ли экструзионная варка все опасности, связанные с биологической безопасностью, автоматически?
A: Не автоматически. Простое пропускание материала через экструдер не является проверенным "шагом уничтожения". Пастеризация пищевой матрицы - это точное термодинамическое уравнение, требующее определенной температуры ядра, поддерживаемой в течение проверенного времени при определенном давлении влаги. Внутренняя команда HACCP предприятия должна научно подтвердить, что автоматические температурные настройки оборудования и время пребывания материала в нем математически достаточны для последовательной нейтрализации целевых биологических опасностей для конкретного рецепта продукта.
-
9. Какие механические конфигурации помогают минимизировать перекрестное загрязнение при смене вкуса?
A: Производственная линия должна включать быстросъемные панели барабанов с приправами, полностью открытые конвейеры, предотвращающие накопление мелких частиц продукта в закрытых каналах из листового металла, а также съемные форсунки без инструментов. На предприятиях с различными рецептами, содержащими известные пищевые аллергены (например, сою, пшеницу, молочные продукты), системы нанесения приправ и жидкостей должны быть легкодоступными, чтобы операторы могли легко проверить полную чистоту с помощью автоматизированных процедур взятия мазков перед началом нового цикла производства.
-
10. Как международный покупатель должен проверять соответствие оборудования требованиям во время удаленного аудита завода?
A: Если физическое посещение объекта перед отгрузкой невозможно, покупатели должны потребовать проведения подробных приемо-сдаточных испытаний (FAT) в режиме видеоконференции. Команда инженеров покупателя должна поручить удаленному техническому специалисту физически продемонстрировать функциональность каждой кнопки аварийного останова, открыть панели доступа для проверки срабатывания блокировок, проверить внутреннюю отделку сварных швов с помощью цифровых камер высокого разрешения, использовать цифровой профилометр для проверки шероховатости поверхности (см. раздел "Приемочные испытания").$R_a$) параметры, а также просмотреть электрические схемы под напряжением, чтобы убедиться в правильности заземления компонентов и маркировки клемм.






